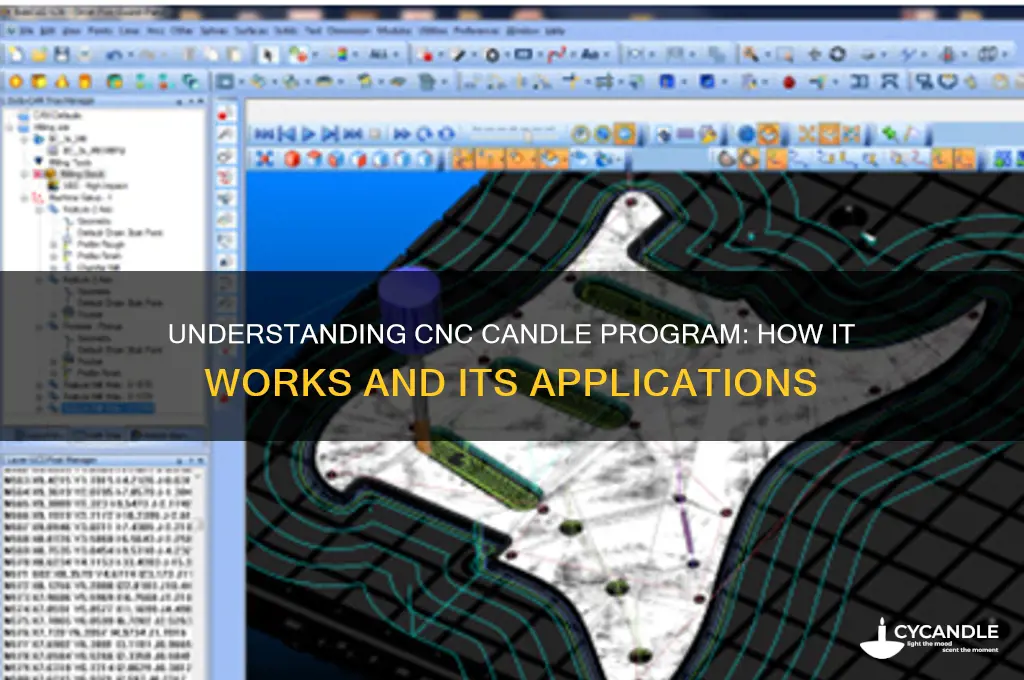
The Candle program is a user-friendly, open-source software designed to control CNC (Computer Numerical Control) machines, particularly those using GRBL firmware. It serves as a graphical interface, allowing users to send G-code commands to their CNC machines, monitor real-time operations, and manage machine movements with precision. Candle simplifies the workflow by providing features such as manual control for jogging the machine, visualizing G-code paths, and adjusting feed rates and spindle speeds. Its compatibility with GRBL-based CNC routers, lasers, and 3D printers makes it a versatile tool for hobbyists and professionals alike. By streamlining the interaction between the user and the machine, Candle enhances efficiency and reduces the learning curve for operating CNC equipment.
Explore related products






What You'll Learn
- G-Code Basics: Understanding CNC programming language for precise tool movements and machine operations
- Toolpath Generation: Creating efficient cutting paths for optimal material removal and surface finish
- Machine Setup: Configuring CNC machines with correct tools, workholding, and coordinate systems
- Simulation & Verification: Testing programs virtually to detect errors before physical machining
- Post-Processing: Converting CAM toolpaths into machine-specific G-code for execution
![]()
G-Code Basics: Understanding CNC programming language for precise tool movements and machine operations
G-Code is the backbone of CNC (Computer Numerical Control) machining, serving as the language that translates design intent into precise tool movements. At its core, G-Code consists of a series of commands, each starting with a letter followed by a number, that dictate actions such as rapid positioning (G00), linear interpolation (G01), or circular arcs (G02/G03). These commands are executed line by line, ensuring that the machine tool follows the exact path required to create the desired part. For instance, a simple command like `G01 X10 Y20 F100` instructs the machine to move linearly to coordinates (10, 20) at a feed rate of 100 units per minute. Understanding this syntax is the first step toward mastering CNC programming.
One of the most critical aspects of G-Code is its ability to control not just movement but also machine operations. M-Codes, often used in conjunction with G-Codes, manage auxiliary functions such as spindle speed (M03/M04), coolant activation (M08), or tool changes (M06). For example, `M03 S1000` starts the spindle rotating clockwise at 1000 RPM. The interplay between G-Codes and M-Codes allows programmers to create comprehensive programs that handle both toolpaths and machine states. However, precision depends on accurate parameter selection—incorrect feed rates or spindle speeds can lead to tool breakage or poor surface finishes. Always cross-reference machine manuals for optimal settings.
A common challenge in G-Code programming is managing tool changes and offsets. CNC machines use T-Codes to specify tools, but the actual tool length and diameter offsets are stored in the machine’s offset table. For example, `T01 M06` selects tool number 1 and triggers an automatic tool change, but the machine relies on pre-set offsets like `G43 H01` to adjust for tool length. Ignoring these offsets can result in catastrophic collisions or dimensional inaccuracies. Pro tip: Use a probing cycle (e.g., `G31`) to automatically measure tool lengths and update offsets, reducing setup time and errors.
While G-Code is powerful, it’s not without limitations. Its text-based nature makes it verbose and prone to human error, especially in complex programs. Modern CAM (Computer-Aided Manufacturing) software mitigates this by generating G-Code automatically, but understanding the underlying logic remains essential for troubleshooting. For instance, a missing `G21` command (metric units) in an otherwise correct program can cause the machine to interpret dimensions in inches, leading to parts that are 25.4 times too large. Always verify unit settings and simulate toolpaths before running a program on the machine.
In practice, mastering G-Code requires a blend of theoretical knowledge and hands-on experience. Start with simple programs, such as drilling a pattern of holes or milling a basic contour, and gradually incorporate advanced features like canned cycles (e.g., `G81` for drilling) or subroutines (e.g., `M98 P100` to call a program). Tools like Candle, a G-Code sender and CNC controller, can streamline the process by providing real-time feedback and error checking. Remember, the goal isn’t to memorize every command but to develop a problem-solving mindset that adapts G-Code to the unique demands of each project.
Smart Remote Control for Flameless Candles
You may want to see also
Explore related products






![]()
Toolpath Generation: Creating efficient cutting paths for optimal material removal and surface finish
Efficient toolpath generation is the linchpin of successful CNC machining, directly impacting material removal rates, surface finish quality, and overall productivity. At its core, toolpath generation involves defining the precise trajectory of the cutting tool relative to the workpiece. This process must balance speed and precision, ensuring that the tool removes material effectively without compromising the integrity of the final product. Advanced CAM (Computer-Aided Manufacturing) software, such as those integrated with Candle programs, automates this task by analyzing 3D models and generating G-code instructions tailored to the machine’s capabilities. The goal is to minimize unnecessary tool movements, reduce wear, and optimize cutting parameters for each material and tool combination.
Consider the example of pocketing operations, where material is removed from a confined area. A naive approach might involve a simple back-and-forth pattern, but this often leads to uneven tool wear and suboptimal surface finishes. In contrast, a spiral or zigzag toolpath, generated by sophisticated algorithms, distributes cutting forces more evenly and reduces the risk of tool deflection. For instance, a spiral toolpath with a stepover of 50% of the tool diameter can achieve a smoother finish while maintaining a high material removal rate. Such strategies are particularly critical in aerospace or medical industries, where precision and surface quality are non-negotiable.
The choice of toolpath strategy depends heavily on the geometry of the part and the material being machined. For instance, roughing operations benefit from trochoidal toolpaths, which use a circular motion to break up chips and reduce heat buildup, ideal for hard materials like titanium. Finishing operations, on the other hand, often employ contour-parallel or scallop toolpaths to achieve fine surface finishes. Candle programs excel in this area by offering customizable parameters, such as feed rates, spindle speeds, and tool engagement angles, allowing operators to fine-tune paths for specific applications. A practical tip: always simulate the toolpath before running the machine to identify potential collisions or inefficiencies.
One often-overlooked aspect of toolpath generation is the impact of tool geometry. For example, a ball nose end mill creates a scalloped surface finish, with the scallop height directly proportional to the stepover distance. To achieve a surface roughness of Ra 1.6 μm, a stepover of 10% of the tool diameter is recommended. Candle programs can account for these nuances by incorporating tool databases and material-specific cutting data. Additionally, adaptive clearing strategies, which adjust toolpaths in real-time based on material resistance, can further enhance efficiency, particularly in high-mix, low-volume production environments.
In conclusion, mastering toolpath generation requires a blend of technical knowledge and practical experience. By leveraging the capabilities of Candle programs and understanding the interplay between toolpaths, tool geometry, and material properties, operators can achieve optimal results. Start with a clear understanding of the part’s requirements, experiment with different strategies, and always prioritize simulation to avoid costly mistakes. Efficient toolpaths not only save time and resources but also elevate the quality of the final product, making them a cornerstone of modern CNC machining.
Recycling Plastic Candles: Eco-Friendly Tips and Sustainable Disposal Methods
You may want to see also
Explore related products





![]()
Machine Setup: Configuring CNC machines with correct tools, workholding, and coordinate systems
Effective CNC machining begins with precise machine setup, a critical step often overlooked in favor of programming intricacies. The Candle program, a popular G-code sender for CNC machines, plays a pivotal role in this process by facilitating communication between your design software and the machine. However, before Candle can execute your code flawlessly, ensuring the physical setup is correct is paramount.
Tool Selection and Installation:
The first step in machine setup involves selecting the appropriate cutting tool for the job. This decision hinges on factors like material type, desired finish, and feature geometry. A 1/4" end mill might suffice for roughing out a pocket in aluminum, while a 1/8" ball nose end mill could be ideal for achieving smooth contours on a wooden sign. Once selected, the tool must be securely installed in the spindle, ensuring proper tightening torque as specified by the manufacturer. Candle's tool library feature allows you to pre-define tool parameters, streamlining the selection process and reducing the risk of errors.
Workholding: Securing the Workpiece:
A wobbly workpiece spells disaster for any CNC project. Choosing the right workholding method is crucial for accuracy and safety. For flat stock, vices or clamps are common choices. Vacuum tables excel at holding down thin or irregularly shaped materials. For 3D carving, a sacrificial board with double-sided tape can provide a secure and easily removable base. Candle doesn't directly control workholding, but its ability to visualize the toolpath in relation to the workpiece coordinates helps you anticipate potential collisions and adjust clamping positions accordingly.
Coordinate System: Defining the Origin:
CNC machines operate within a Cartesian coordinate system, typically denoted as X (left-right), Y (front-back), and Z (up-down). Establishing the origin point, or zero, is crucial for accurate machining. This involves manually jogging the machine to the desired starting point and setting the coordinates in Candle's machine control panel. Common practices include setting the origin at the bottom-left corner of the workpiece or at a specific feature like a drilled hole. Candle's ability to display the machine's current position in real-time aids in precise origin definition.
Calibration and Homing:
Before executing any G-code, homing the machine is essential. This process moves the axes to their physical limits, allowing the machine to establish its reference points. Candle typically includes a homing sequence within its startup routine, ensuring the machine knows its position relative to the workpiece. Calibration, a more involved process, involves fine-tuning the machine's steps per unit and backlash compensation to achieve maximum accuracy. While Candle doesn't directly handle calibration, its ability to send G-code commands allows you to execute calibration routines generated by specialized software.
Mastering machine setup is the foundation for successful CNC machining. By carefully selecting tools, securing workpieces, defining coordinate systems, and ensuring proper calibration, you create the optimal environment for Candle to bring your designs to life with precision and accuracy. Remember, a well-configured machine is the key to unlocking the full potential of your CNC and the Candle program.
Maintain Your Candle Snuffer: Tips for Sparkling Cleanliness
You may want to see also
Explore related products




![]()
Simulation & Verification: Testing programs virtually to detect errors before physical machining
Before committing to the costly and time-consuming process of physical machining, CNC operators rely heavily on simulation and verification tools to ensure their programs are error-free. These tools act as a virtual proving ground, allowing operators to visualize the entire machining process and identify potential issues before they become real-world problems.
Imagine a complex 3D part with intricate geometries and tight tolerances. Without simulation, the first physical run could result in tool collisions, material waste, or even machine damage. Simulation software, often integrated into CAM (Computer-Aided Manufacturing) systems like Candle, creates a digital twin of the CNC machine and workpiece. This virtual environment allows operators to "run" the program, observing toolpaths, material removal, and potential clashes in a safe, consequence-free space.
Candle, for instance, offers a robust simulation module that goes beyond basic toolpath visualization. It can simulate various machining parameters like spindle speed, feed rates, and tool wear, providing a highly realistic representation of the actual process. This level of detail allows operators to fine-tune their programs, optimizing cutting strategies and identifying areas where adjustments are needed.
The benefits of simulation and verification are multifaceted. Firstly, it significantly reduces the risk of costly mistakes. By catching errors early, operators save time, material, and the expense of repairing damaged tools or machines. Secondly, it fosters a more efficient workflow. Operators can experiment with different machining strategies virtually, comparing cycle times and tool life without interrupting physical production. This iterative process leads to optimized programs that maximize productivity and minimize waste.
Moreover, simulation enhances operator confidence. Knowing that a program has been thoroughly tested virtually allows operators to approach physical machining with greater assurance, reducing stress and the likelihood of human error.
While simulation is a powerful tool, it's crucial to remember that it's not a substitute for real-world testing. Factors like material variability, machine wear, and environmental conditions can still influence the outcome. Therefore, a combination of virtual simulation and careful initial physical runs, often at reduced speeds and feeds, is the best practice for ensuring successful CNC machining.
Creating and Selling Candles: A Beginner's Guide
You may want to see also
Explore related products



![]()
Post-Processing: Converting CAM toolpaths into machine-specific G-code for execution
Post-processing is the critical bridge between CAM software and CNC machines, translating abstract toolpaths into actionable commands. CAM programs generate toolpaths based on 3D models, but these paths are machine-agnostic—they lack the specific syntax and parameters required by individual CNC controllers. This is where post-processors step in, converting the generic toolpath data into G-code tailored to the target machine’s language, capabilities, and limitations. Without this step, even the most precise toolpaths would be indecipherable to the CNC machine, rendering the entire process useless.
Consider a scenario where a CAM program outputs a toolpath for a 3-axis milling operation. The post-processor must account for factors like the machine’s coordinate system, spindle speed limits, and tool change mechanisms. For instance, a Fanuc controller uses G00 for rapid positioning, while a Haas machine might require specific M-codes for coolant control. The post-processor ensures these nuances are addressed, embedding machine-specific commands into the G-code. This customization is not one-size-fits-all; it demands a deep understanding of both the CAM software and the CNC machine’s behavior.
The post-processing workflow typically involves three key steps: mapping, optimization, and validation. During mapping, the post-processor assigns CAM toolpath commands to corresponding G-code instructions. Optimization refines the code for efficiency, reducing unnecessary movements or redundant commands. Validation ensures the G-code complies with the machine’s constraints, flagging potential errors like exceeding spindle RPM limits or incorrect tool changes. For example, a post-processor might detect a toolpath that exceeds the machine’s maximum feed rate and adjust the G-code accordingly, preventing damage or errors during execution.
One practical tip for users is to verify the post-processor’s settings before generating G-code. Small discrepancies, such as an incorrect machine origin or mismatched unit systems (metric vs. imperial), can lead to catastrophic failures. Additionally, leveraging post-processor libraries provided by CAM software vendors can save time, as these libraries often include pre-configured settings for popular CNC machines. However, customization is often necessary for unique setups, such as machines with rotary axes or specialized tooling.
In conclusion, post-processing is not merely a technical formality but a vital step that ensures CAM toolpaths are executed flawlessly on CNC machines. By converting generic toolpaths into machine-specific G-code, post-processors bridge the gap between design intent and physical manufacturing. Mastering this process requires attention to detail, an understanding of both CAM and CNC systems, and a proactive approach to error prevention. Without it, even the most sophisticated designs remain trapped in the digital realm, never materializing into tangible parts.
Bath & Body Works' Candle Day Frequency: What You Need to Know
You may want to see also
Frequently asked questions
A candle program is a software application used to control and monitor CNC (Computer Numerical Control) machines. It acts as a G-code sender, allowing users to load, edit, and execute G-code programs directly to the CNC machine, while also providing real-time feedback on machine status.
The candle program communicates with CNC machines via a serial connection (USB or RS-232) or Ethernet, depending on the machine's interface. It sends G-code commands to the CNC controller and receives feedback on machine position, status, and errors.
The candle program is compatible with most CNC machines that support standard G-code and have a GRBL, Smoothieware, or Marlin controller. However, compatibility may vary, so it’s important to check if your specific CNC machine is supported.
The candle program offers features such as G-code file loading and execution, manual machine control (jogging), real-time machine status monitoring, error detection, and the ability to pause, resume, or reset CNC operations. It also includes a visualizer to simulate toolpaths.